Development of Chip Tantalum Capacitor in China: Opportunity and Challenge
May 10, 2024
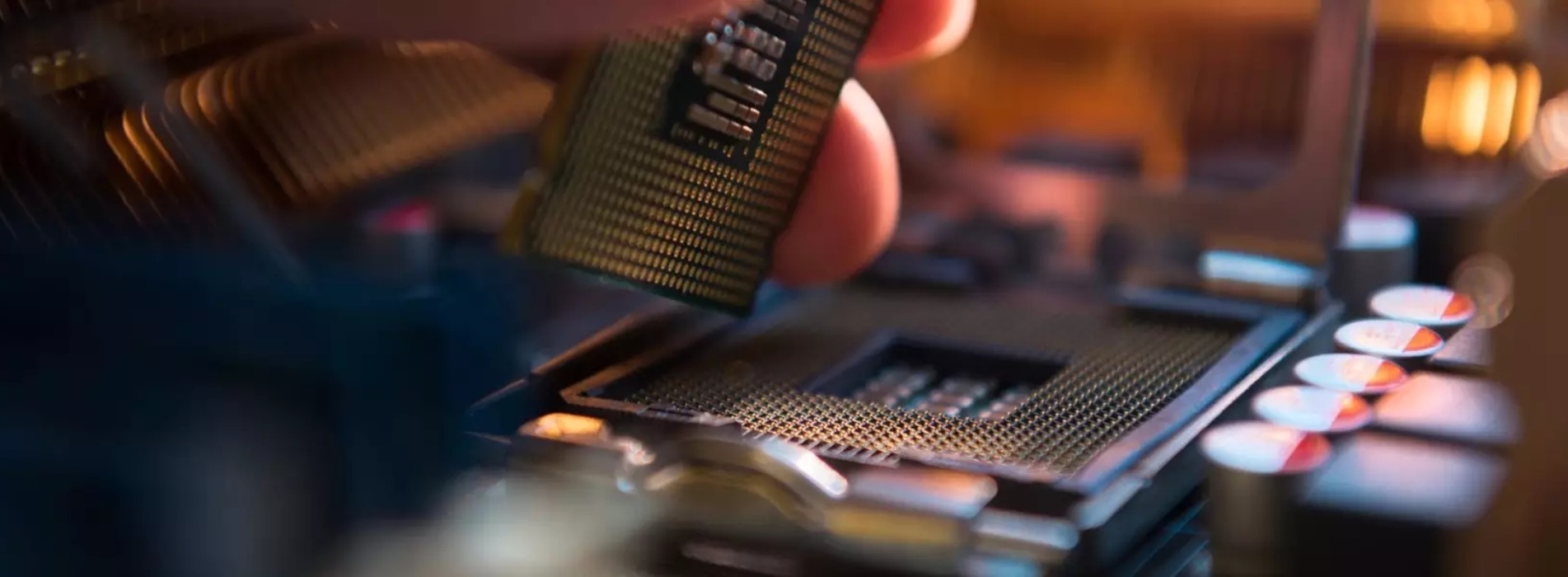
The rated voltage range of chip tantalum capacitor is 4 ~ 50V, the capacitance range is 0.047 ~ 330 uf, and the working temperature range is -80°C~ + 155 ℃.
Packaging is divided into three types: non packaging type, molding packaging type and resin packaging type. It has the characteristics of good high frequency characteristics, large capacity, small volume, low impedance and small leakage current, widely used in computers, mobile phones, pagers, program-controlled exchanges, fax machines and military equipment.
International market development
Due to the wide range of tantalum electrolytic capacitor capacity and the high maturity of chip technology and product structure, the total production and chip rate are increasing year by year. According to relevant reports, the output of tantalum electrolytic capacitors in the world increased from 11 billion in 1995 (market demand of US $2.165 billion) to 18 billion in 1998, 21 billion in 1999, 24 billion in 2000, 27 billion in 2001 and 31 billion in 2002. The average annual growth rate of tantalum electrolytic capacitors was 16.9% from 1995 to 2000 and 13.6% from 2000 to 2002.
The market demand of traditional lead tantalum electrolytic capacitor is decreasing year by year, while that of chip tantalum electrolytic capacitor is increasing year by year. The global output of chip tantalum electrolytic capacitors has increased from 7.9 billion in 1995 with chip rate of 71% to 19 billion in 2000 with chip rate of 80%. At present, the chip rate has exceeded 90%. Its development direction is as follows:
(1) High reliability with the chip tantalum electrolytic capacitor is widely used, in order to ensure the normal operation of electronic equipment, and suitable for all kinds of harsh environment, its reliability is put forward higher and higher requirements. Led by the United States, in order to meet the needs of military equipment and constantly improve its reliability, such as satellites, space shuttles, etc. have reached the level of eight or more reliabilities.
(2) With the continuous improvement of the specific capacitance of tantalum powder, the large capacity chip tantalum electrolytic capacitor is developing continuously: first, under the condition of the same size, volume and voltage resistance, the capacitance of chip tantalum electrolytic capacitor is increasing; The second is to develop chip tantalum electrolytic capacitors with high voltage and larger capacity to meet the needs of the development of electronic machines.
(3) Small volume is represented by Japan, small volume chip tantalum electrolytic capacitor is developing continuously, in addition to large-scale production and large-scale put on the market 0805, 0402 has been successfully developed in the laboratory.
(4) High frequency and low equivalent series resistance (ESR) at the end of 1980s, the United States first developed chip tantalum electrolytic capacitor with low ESR, which was widely used in military electronics. Such as T494 andT495 of KEMET, TPS of AVX, 595Dof Sprague, etc. It is reported that KEMET has developed an ESR of less than 20 m Ω Products.
At present, AVX, NEC, Hitachi, Matsushita and KEMET are the main manufacturers of tantalum electrolytic capacitors in the world, with an annual capacity of 2-7 billion. Among them, AVX company of the United States accounts for 25% of the market share of chip tantalum electrolytic capacitors in the world, and the quotation of AVX and KEMET is very low, which makes domestic enterprises unable to compete with them.
China market development
The domestic market of chip tantalum electrolytic capacitors has two characteristics: one is that 90% of the market share is occupied by imported products; the other is that the average price of domestic products is about twice that of imported products. These means that domestic enterprises have encountered serious resistance in developing chip tantalum electrolytic capacitors, and the products have been defeated by the price war before entering the market.
In 2000, 3.324 billion tantalum electrolytic capacitors were imported, with a year-on-year growth of 306.4%, and foreign exchange consumption of 624.833 million US dollars, with a year-on-year growth of 273.7%; Domestic production is 1.265 billion, export is 1.069 billion, with a year-on-year growth of 58.4%, and foreign exchange earning is 526.63 million US dollars, with a year-on-year growth of 95.3%; The total demand of domestic market is 3.52 billion pieces and 77 million US dollars; The market share of domestic chip tantalum electrolytic capacitors is 5.6% and 16.2% respectively. The gap is due to the fact that the average domestic price of domestic chip tantalum electrolytic capacitors is three times that of imported products. The low market share makes us see the big gap.
In 2001, domestic production of chip tantalum electrolytic capacitors was 1.92 billion, with a year-on-year growth of 51.5%. Although it was the low tide year of world economic development, the export still increased by 52.4% year-on-year to 1.63 billion, but because the average export price decreased by 51.0%, the foreign exchange earning was only 422.32 million US dollars, with a year-on-year decline of 25.3%; Due to the great development of domestic mobile phone production, the import volume doubled to 7.576 billion over the same period of last year. As the average import price also dropped by 35.6%, the foreign exchange consumption was 925.2367 million US dollars, up only 46.9% over the same period of last year; The total demand of domestic market was 7.86 billion pieces and 108 million US dollars, with a year-on-year growth of 123.3% and 40.3% respectively; The total demand of domestic market was 7.86 billion pieces and 108 million US dollars, with a year-on-year growth of 123.3% and 40.3% respectively; The market share of domestic chip tantalum electrolytic capacitors is 3.7% and 11.9% respectively, and the market share continues to decrease.
In 2002, the average export price of domestic chip tantalum electrolytic capacitors increased by 43.1% instead of decreasing, so the export volume decreased by 25.5% to 1.214 billion, and the foreign exchange earned was 425135000 US dollars, up 6.7% year on year; The average import price rose more year-on-year, reaching 69.4%. However, due to the strong demand in the domestic market, the import volume still increased by 20.2% year-on-year, reaching 9.108 billion, and the amount of foreign exchange increased by 103.7% year-on-year to 194 million US dollars; It is estimated that the annual output of chip tantalum electrolytic capacitors in China will be 1.52 billion, with a year-on-year decrease of 20.8%; The total demand of the domestic market was 9.4 billion pieces and 213 million US dollars, with a year-on-year growth of 19.7% and 97.2% respectively; The market share of domestic chip tantalum electrolytic capacitors is 3.2% and 9.1% respectively, which is still declining.
The mainland of China has become one of the largest consumers and main producers of chip tantalum electrolytic capacitors in the world. However, due to the low level of domestic production technology, especially the high production cost and average export price of domestic enterprises, not only the export is reduced, but also the products are difficult to enter the domestic mobile phone production market. The domestic market share is getting lower and lower, and the domestic market demand is met by a large number of imports. The development of chip tantalum electrolytic capacitors in China is facing serious challenges, and domestic enterprises have a long way to go.
In the face of the reality of the rapid development of chip tantalum electrolytic capacitor domestic market, it is only a drop in the bucket, and it is beyond expectation. I don't know when the situation of organic meeting but not challenging will come to an end.
Read More













 IPv6 network supported
IPv6 network supported